
Cleaning:
Here, all reusable components undergo a solvent/bio wash, hot wash and torrent wash, along with aluminium oxide, glass bead, and in some cases, steel shot blasting of the turbine housings. During the cleaning process, our technicians take care to ensure the critical faces are always protected. At the end of the cycle the cast iron, turbine and bearing housings are treated with rust inhibitor.

Reinspection:
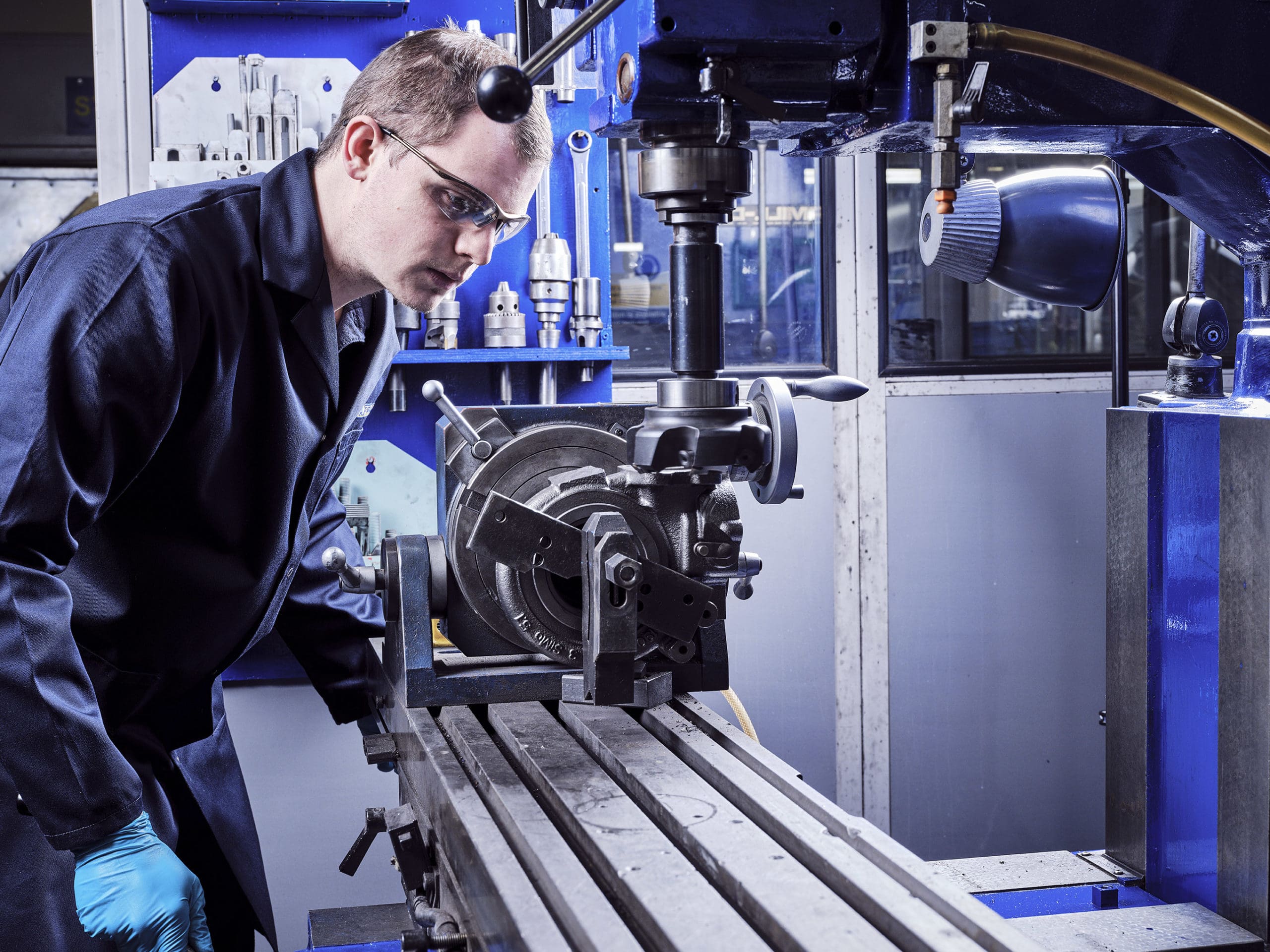
After cleaning, the components are inspected once again to ensure they meet the original specification and tolerances. This includes a full surface visual inspection, crack detection and measurements. All mating faces are machined or linished to give a superior and flat finish. Cast housings are sprayed with a second rust inhibitor for added protection.
Assembly:
Our trained technicians then start the process of putting the units back together again, replacing all wearable parts with like-for-like OE. Over 95% of Carwood remanufactured turbos are fitted with a brand new CHRA. Others have new journal and thrust bearings, piston, retaining and O-rings, and shaft nuts, replaced as standard. CHRAs are balanced using a VSR (vibration sort rig) to minimise vibration and assembled into the turbine and compressor housings, along with the other components.

Test and calibration:
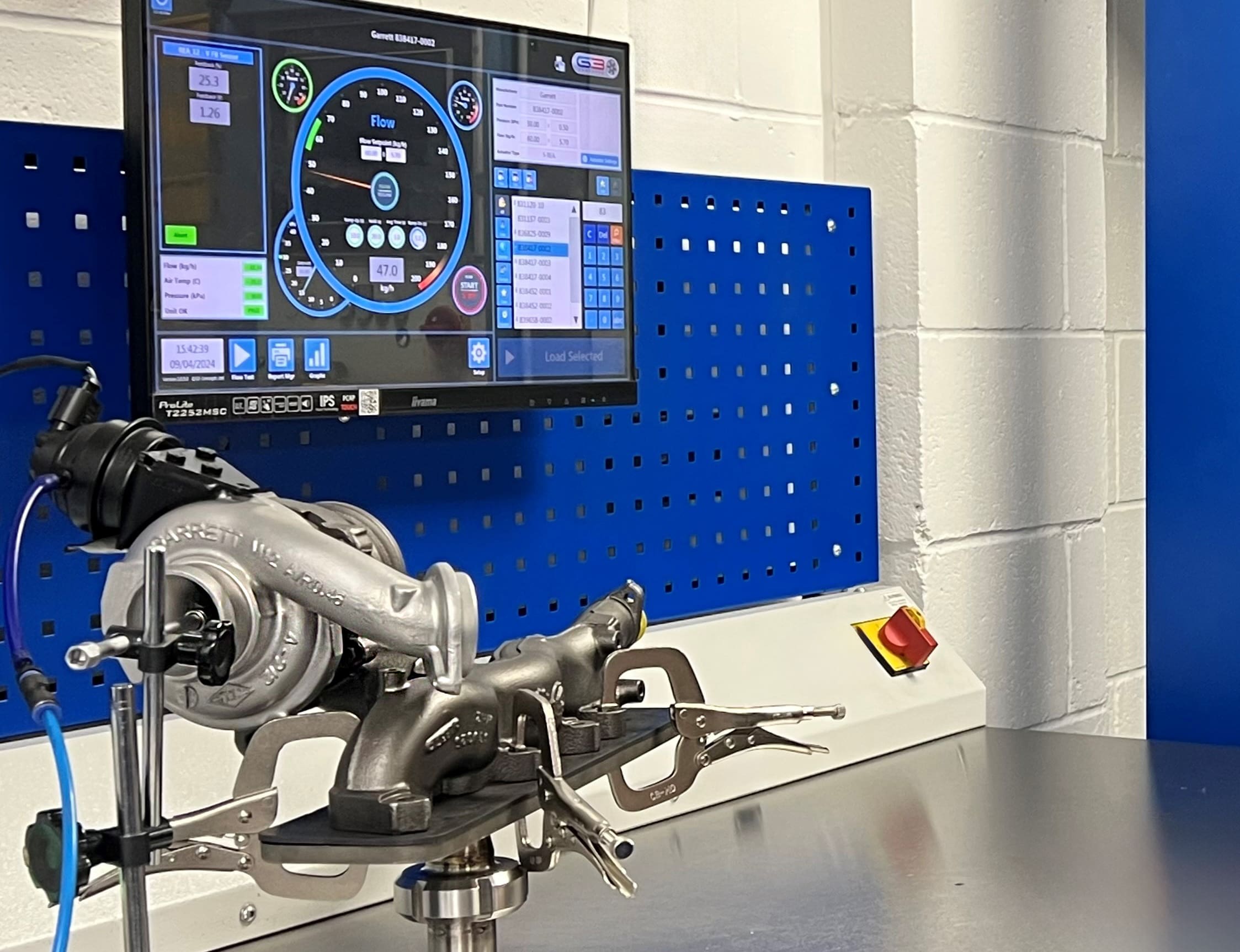
Of course, no product will leave our factory, until it has gone through the same demanding test schedule as the OE product. Variable vane turbochargers are mounted and tested on either a Turbo Technics VTR (Vane Test Rig) or G3 Power rig, where the actuators and variable vanes are set and calibrated to OE specification for optimal performance when fitted to the vehicle.
Finally, calibration anti tamper paint is applied to external fastenings, shaft and actuator set nuts. The now good-as-new turbo is visually and physically checked one last time, apertures are sealed with protective caps, and the units are packed in rust proof, thermally sealed bags, along with gasket and fitting kits – ready to be delivered to you.

Through this meticulous, OE-driven approach, we, and you, can be confident that every one of our remanufactured turbos has been returned to the VM’s original factory specification. So whether you’re an OEM or independent garage, you’re guaranteed a same-as, or even better-than-new product, with a same-as-new warranty, that’s kinder to the environment, and your wallet.



